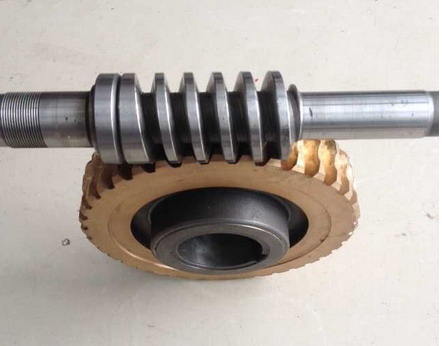
由于多头蜗轮蜗杆滚刀制造困难,且不易制造准确,可以采用单头蜗轮滚刀加工与多头蜗杆啮合的蜗轮。用这种方法切出的齿形与工作蜗杆啮合时,只有在中间部分可以互相接触。但是它不影响正确的啮合传动。只对使用寿命和承受载荷有一定的影响。但由于小模数蜗轮一般是作传动用,其受力较小,蜗轮蜗杆故用此法加工是可行的。用此法加工,蜗轮蜗杆必须使单头蜗轮滚刀与多头蜗杆满足下列条件: 1. 两者的法向模数应相等; 2. 两者的法向压力角应相等; 3. 单头蜗轮滚刀的分度圆直径比多头蜗杆的分度圆直径大0.5-1毫米。 蜗轮蜗杆滚刀的其他部分完全和普通单头蜗轮滚刀相同。上面的条件是保证多头蜗轮副啮合传动时其基节相等,否则将会引起“干涉”,破坏正确的啮合传动.
蜗轮蜗杆加工有几种方法:一种是在滚齿机上用专用的涡轮滚刀以展成法加工;当生产数量很少时,制造专用的涡轮滚刀很不经济。因此,对精度要求不太高、数量较少的涡轮,或无滚齿机时,也可在万能铣床上铣削。蜗轮蜗杆在铣床上加工涡轮时,蜗轮蜗杆需要分度头、回转台、盘形齿轮铣刀、涡轮滚刀等。还可以采用飞刀展成铣涡轮.
提供零配件加工,国产、进口均可,图纸发邮箱1055372421@qq.com实样加工021-63731858。提供服务:尼龙齿轮、胶木齿轮、十字齿轮、塑料齿轮、直角齿轮、变位齿轮、铜齿轮、人字齿轮、伞齿轮、螺旋伞齿轮、正齿轮、链轮、链条、蜗轮、蜗杆、齿条齿轮、同步带轮、斜齿轮、公、英制齿轮等。 网站:/pages/9.html